Формы для штамповки металла

Краткое описание:
Пресс-форма для штамповки металла - это разновидность инструмента и оборудования для штамповки деталей из листового металла. Его преимущества - высокая эффективность производства и короткий производственный цикл. Его часто используют в массовом производстве.
Форма для штамповки металла(Штамповка для металла) - это разновидность специального технологического оборудования, которое перерабатывает материалы (металл или неметалл) на детали (или полуфабрикаты) в процессе холодной штамповки. Он называется штампом для холодной штамповки (широко известным как штамп для холодной штамповки). Пресс-форма для штамповки - это пресс-форма для холодной обработки. При комнатной температуре матрица, установленная на прессе, используется для оказания давления на материал, чтобы вызвать разделение или пластическую деформацию, чтобы получить требуемые детали.
Штампованные металлические детали составляют большую часть металлических деталей, таких как корпус компьютера, алюминиевый корпус, крышка оборудования, ящик для инструментов, контейнер, кронштейн, крышка электронного экрана, клеммы для проводов и т. Д. Штамповочный штамп - это штамп для массового производства, который имеет множество форм. Штамповочные штампы обычно классифицируются в зависимости от технологических свойств и конструкции штампа.

Классификация по свойствам процесса
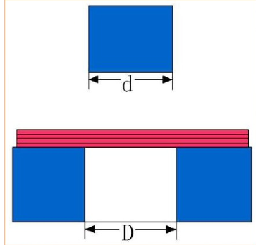
(1) (1) Вырубной штамп - штамп, используемый для разделения материалов по замкнутым или открытым контурам. Такие как вырубной штамп, штамповочный штамп, вырубной штамп и так далее.
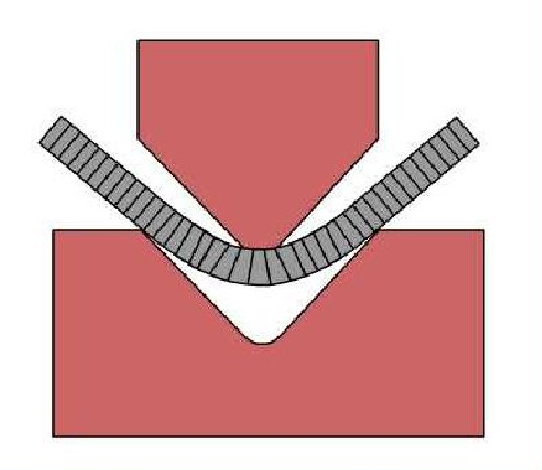
(2) Гибочная матрица заставляет заготовку или другую заготовку производить деформацию изгиба по прямой линии (кривая изгиба), чтобы получить определенный угол и форму формы для заготовки.
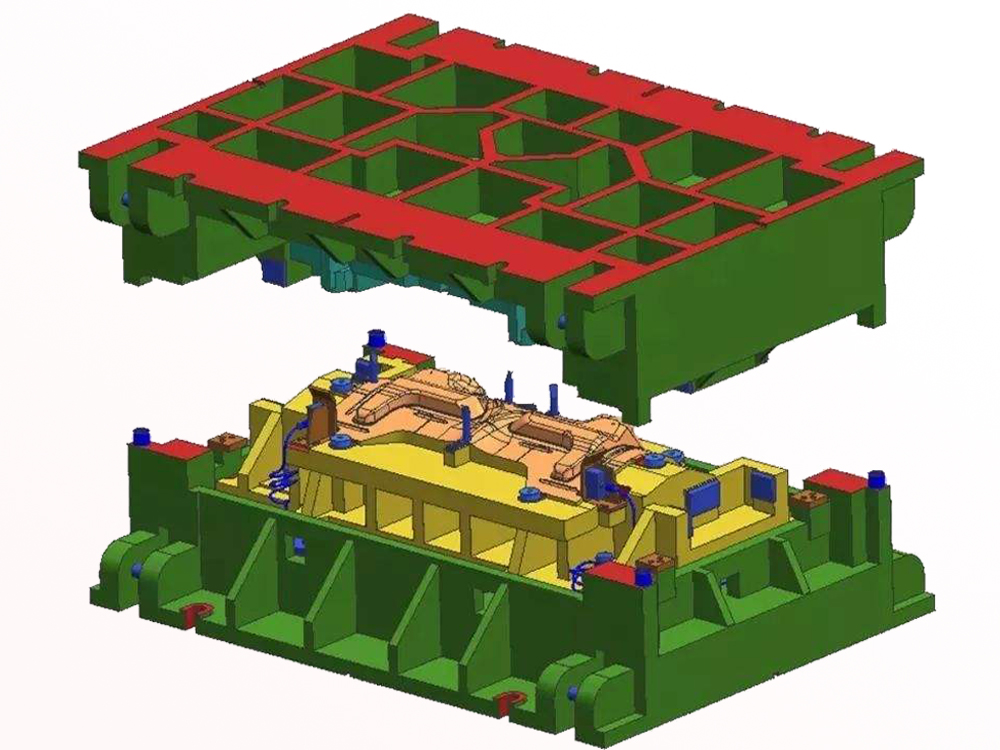
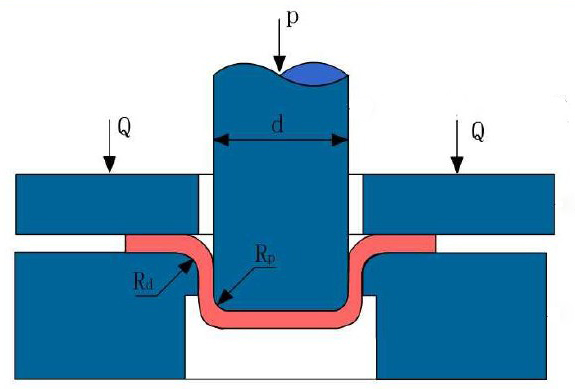
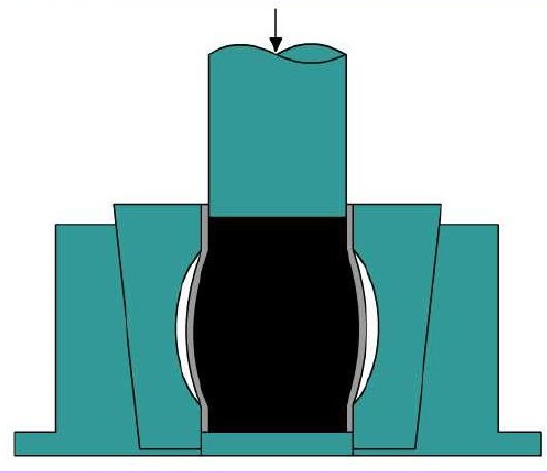
(3) Вытяжной штамп - это штамп, который может превращать заготовку в открытую полую часть или заставлять полую часть изменять форму и размер дальше.
(4) Формовочная матрица - это своего рода матрица, которая может напрямую копировать заготовку или полуфабрикат в соответствии с формой пуансона и матрицы, в то время как сам материал вызывает только локальную пластическую деформацию. Такие как выпуклая матрица, шейка, расширяющаяся матрица, прокатная матрица для формования, отбортовочная матрица, формующая матрица и т. Д.
(5) Клепальная матрица заключается в использовании внешней силы, чтобы части соединялись или накладывались друг на друга в определенном порядке и в определенном порядке, а затем образовывали единое целое.
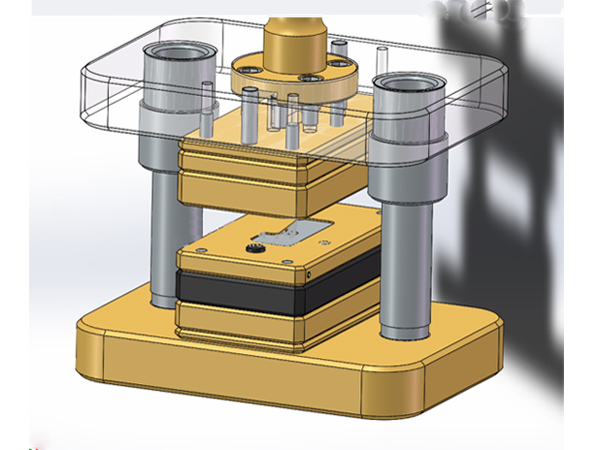
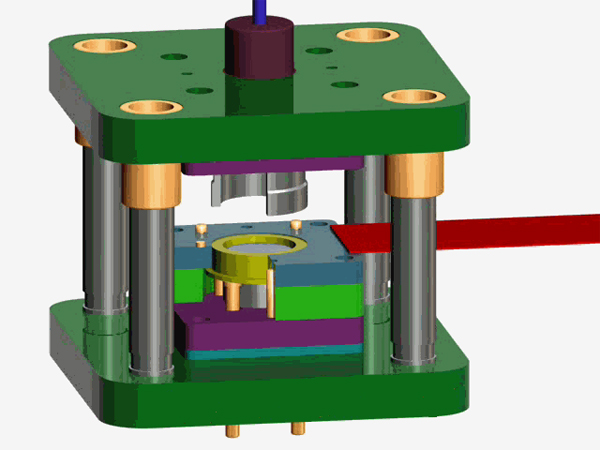
Штамповка умирают
Рисование умирают
Гибочная матрица
Выпуклая умирает
Классификация по комбинированному уровню эксплуатации
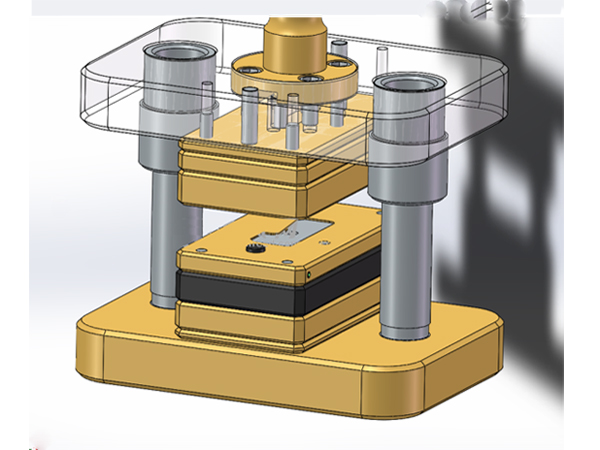
(1) Одиночный кубик (этапный кубик)
За один ход пресса выполняется только один процесс штамповки.
Есть только одна рабочая станция и одна рабочая процедура для одной штампа рабочей процедуры. Он может быть разделен на вырубной штамп, гибочный штамп, волочильный штамп, токарный штамп и формовочный штамп.
Изготовление штампа простое, а стоимость изготовления штампа невысока. Он подходит для производства деталей простой конструкции и низкой производительности. Низкая эффективность производства и высокая стоимость производства.
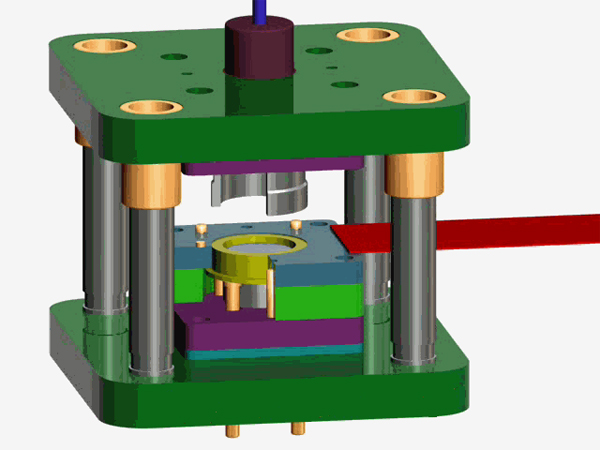
(2) составная штамповочная матрица (групповая матрица)
Штамп только с одним рабочим положением, который выполняет два или более процесса штамповки в одном рабочем положении за один ход пресса.
Составной штамп подходит для изготовления металлических деталей сложной конструкции с высокой точностью позиционирования. Форма сложная и точная, а ее изготовление стоит дорого.
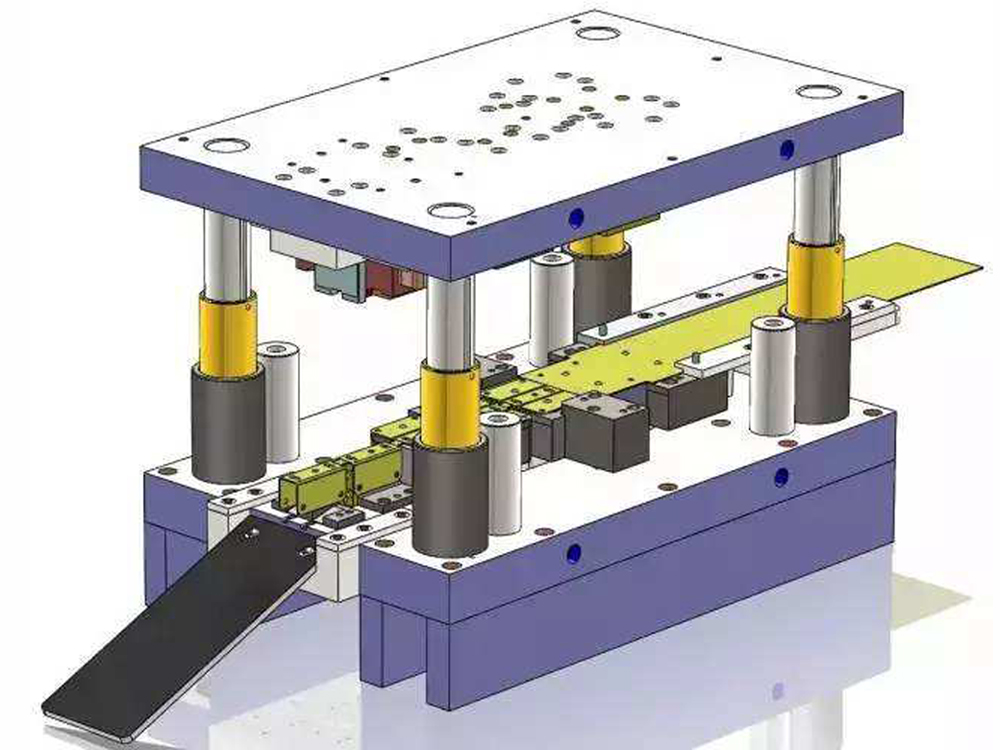
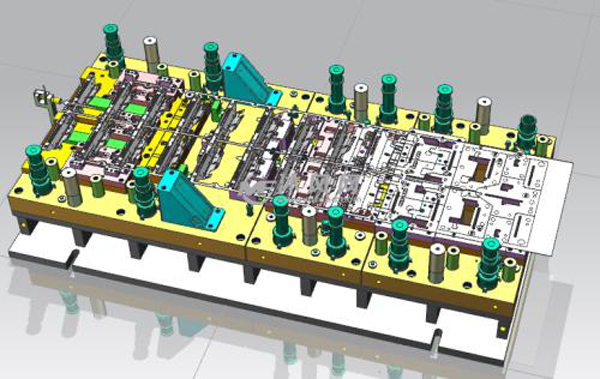
(3) Матрица для прогрессивной штамповки (также называемая пресс-форма для непрерывной штамповки)
В направлении подачи заготовки имеется две и более станций. За один ход пресса два или более процесса штамповки выполняются один за другим на разных станциях.
Особенности прогрессивного штампа:
A. Высокая эффективность производства: прогрессивная матрица может выполнять штамповку, отбортовку, гибку, волочение, трехмерное формование и сборку сложных деталей, сокращая промежуточный перенос и повторное позиционирование. Более того, увеличение количества станций не влияет на эффективность производства, и на нем можно изготавливать очень мелкие прецизионные детали. Легко автоматизировать производство.
B. Низкая стоимость производства: эффективность производства прогрессивных штампов высока, количество прессов невелико, количество операторов и площадь цеха небольшие, что сокращает хранение и транспортировку полуфабрикатов, поэтому полная стоимость производства детали продукта не высоки.
C. Длительный срок службы пресс-формы: сложные внутренние и внешние формы можно разделить на простые наружные и женские формы, которые можно разрезать шаг за шагом. Рабочая процедура может быть разбросана по нескольким станциям, и пространство может быть установлено в области, где сосредоточена рабочая процедура, чтобы избежать проблемы слишком малой толщины стенок охватываемых и охватывающих штампов, изменения напряженного состояния мужских и женщина умирает, и увеличивает прочность штампа. Кроме того, в прогрессивной матрице также используется разгрузочная пластина в качестве направляющей пластины пуансона, что очень полезно для увеличения срока службы матрицы.
D. Высокая стоимость изготовления пресс-формы: прогрессивная пресс-форма имеет высокую стоимость изготовления из-за ее сложной конструкции, высокой точности изготовления, длительного цикла и низкого использования материала. Применение: подходит для массового производства малых и средних размеров со сложной структурой.
Прогрессивный штамп
(4) пресс-форма для переноса (многопозиционная форма для переноса):
он объединяет характеристики пресс-формы для однопроцессной штамповки и пресс-формы для прогрессивной штамповки. Используя систему переноса манипулятора, он может реализовать быстрое перемещение продуктов в пресс-форму. Это может значительно повысить эффективность производства продукции, снизить себестоимость продукции, сэкономить на материальных затратах, а качество будет стабильным и надежным. Он включает в себя следующие функции:
A. Используйте на многопозиционной дыропробивной машине.
B. Каждая станция представляет собой законченную инженерную форму, завершающую определенный процесс, называемый вспомогательной формой. Между подформами существуют определенные отношения. Каждую вспомогательную форму можно регулировать независимо, не затрагивая переднюю и заднюю части формы.
C. Перемещение деталей между формами осуществляется манипулятором. Многопозиционная передаточная матрица подходит для автоматического производства и компьютерного интеллектуального обнаружения и управления. Применяется при производстве деталей высокой точности, высокого качества и сложной конструкции.
Применение форм или штампов:
(1). Электронные и коммуникационные продукты;
(2). Оргтехника;
(3). Автозапчасти;
(4). Бытовая техника;
(5) .Электрическое оборудование;
(6). Медицина и охрана окружающей среды;
(7). Промышленные объекты;
(8) .Искусственный интеллект;
(9). Транспорт;
(10). Строительные материалы, кухонное и туалетное оборудование и инструменты;





