Plastic injection molding is the most widely used one of among the plastic molding . Plastic injection molded parts are used in electronic, electrical, electrical, medical, transportation, automobile, lighting, environmental protection, security, household appliances, sports equipment and other industries and products.
What is injection molding? Plastic injection molding is a manufacturing process for producing parts in a certain temperature range, through screw stirring fully melted plastic materials, high-pressure injection into the mold cavity, after cooling and curing, to get the molding method. This method is suitable for batch production of complex parts and is one of the important processing methods. There are 6 stages: mold closing, melted plastic injection, pressure maintaining, cooling, mold opening and product taking out. Speed, pressure, position (stroke), time and temperature are 5 key elements of injection molding.
Three elements of an injection production unit




Application of injection molding products
(1)in Electronics products: .Communication electronic products and consumer electronics( plastic housing, enclosure, box, cover) Mobile phones, headphones, televisions, video telephones, POS machines, doorbell.
(2)in Home appliances: Coffee maker, juicer, fridge, air conditioner, fan washer and microwave oven
(3)in Electrical equipment: Electric meter, electric box, electric cabinet, frequency converter, insulation cover and switch
(4)in Medical and health care equipment and devices: Operating lights, sphygmomanometer, syringe, dropper, medicine bottle, massager, hair removal device, fitness equipment
(5)in automotive: Dashboard body frame, battery bracket, front module, control box, seat support frame, spare placenta, fender, bumper, chassis cover, noise barrier, rear door frame.
(6)In industrial equipments: Machine instrument panel, gear, switch, lighting.
(7)Traffic device and Vehicle appliances (lamp cover, enclosure) Signal lamp, sign, alcohol tester.
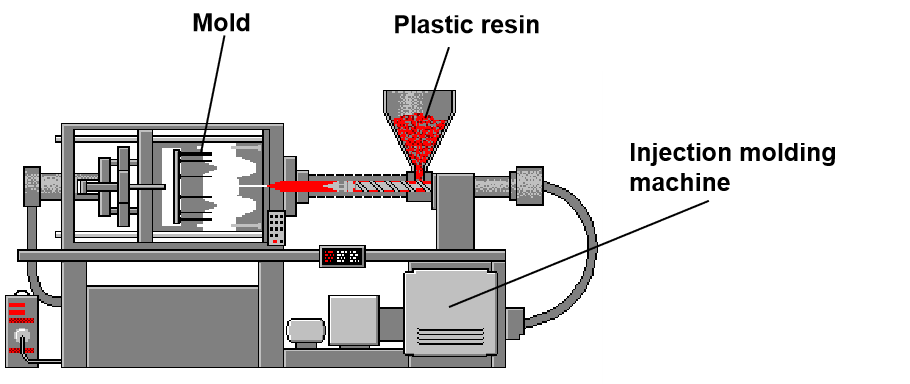
Three elements of an injection production unit
Mold, injection molding machine and plastic raw materials constitute a basic unit of injection molding. The mold and injection molding machine are the production equipment, and the plastic raw material is used to constitute the product material.
1. injection molds
Injection mold is a kind of tool to produce plastic products; it is also a tool to give plastic products complete structure and precise size. Injection molding is a kind of processing method used in batch production of some complex parts. Specifically, the melted plastic is injected into the mold cavity by an injection molding machine under high pressure, and the molded product is obtained after cooling and curing. Injection mold can be divided into different types according to the different mold structure, product design requirements, production mode and installation and use mode.
Due to the high manufacturing cost of molds, but their long service life and high production efficiency, they are usually only used for mass production. Injection mold is used for mass production of plastic parts. A large number of high-efficiency plastic products, greatly sharing the cost of mold production, so the manufacturing cost of single product injection molding is far lower than that of other processing methods. There are three stages of mold design and mold validation.
(1) Mold design:
Mold design is based on the product design, the use of design software, according to the mold manufacturing level of mechanical processing and injection molding process characteristics, design of the entire mold mechanism, parts.
(a)The first step is to analyze the design of plastic products
(b)The second step is the selection of die material
(c)The third step is mold mechanism design
(d)The fourth step is mold parts design
(2) Mold processing
Mold processing is mainly through mechanical processing to complete Drawing review → material preparation → processing → mold base processing → mold core processing → electrode processing → mold parts processing → inspection → assembly → flying mold → trial mold → production
The processing cycle of injection mold depends on the complexity and processing level of the mold. The general production cycle is 20-60 working days. Machine used in mold processing: CNC, lathe, general milling machine, surface grinder, EDM, WEDM, as well as assembly of hand tools, measuring tools, etc
(3) Types of injection molds:
Injection mold can be divided into different types according to mold structure, product design requirements, production mode and installation and use mode.
(a) Two plate mold: in injection molding, the moving mold and the fixed mold of the mold are separated, and then the plastic parts are taken out, also known as the double plate mold. It is a very simple and fundamental plastic injection mold. It can be designed as single cavity injection mold or multi cavity injection mold according to the demand. It is a widely used injection mold. Mold for single or multi cavity injection molding,
(b) Three plate mold: also known as double parting mold. Compared with the one-piece exterior injection mold, the dual split injection mold adds a partially movable stripper in the fixed mold components for the point gate mold. Because of its complex structure and high manufacturing cost, it is generally not used in the mold of large parts.
(c) Hot runner mold: hot runner mold refers to the mold that uses the heating device to make the melt in the channel not solidify all the time. Because it is more efficient than the traditional mold production, and more saving raw materials, so hot runner mold in today's industrial developed countries and regions are widely used. The hot runner system has one more hot runner system than the common mold, so the cost is high.
(d) Two color mold: generally referred to as two kinds of plastic materials in the same injection molding machine injection molding, two molding, but the product mold only once. Generally, this molding process is also called double injection molding, which is usually completed by a set of mold, and requires a special two-color injection molding machine.
(4) The construction subsystem of injection mold is as follows
The injection mold is generally composed of the following sub-systems:
(a) Gating system. It refers to the plastic flow channel in the mold from the injection nozzle to the cavity. The common gating system is composed of sprue, distributor, gate and cold hole.
(b) Side parting and core pulling mechanism.
(c) Guiding mechanism. In the plastic mold, it mainly has the function of positioning, guiding and bearing certain side pressure to ensure the accuracy of moving and fixed mold closing. The die closing guiding mechanism is composed of guide pillar, guide sleeve or guide hole (directly opened on the template) and positioning cone surface.
(d) Ejection / demoulding mechanism . Including push out and core pulling mechanism. It is mainly used to eject the parts from the mold. It is composed of ejector rod or pipe jacking or pushing plate, ejector plate, ejector rod fixed plate, reset rod and pulling rod.
(e) Temperature control system. Cooling and heating devices.
(f) Exhaust system.
(g) Molding parts refer to the parts that constitute the mold cavity. It mainly includes: punch, female die, core, forming rod, forming ring and insert.
(h) Fixed and installed parts. .
(5) Material for molds
Plastic mold includes thermoplastic mold and thermosetting plastic mold. The steel for plastic mould is required to have certain properties such as strength, hardness, wear resistance, thermal stability and corrosion resistance. In addition, it is also required to have good processability, such as smaller heat treatment, better processing performance, better corrosion resistance, better grinding and polishing performance, better repair welding performance, high roughness, good thermal conductivity and stable size and shape of working conditions.
What kind of injection material is used in the injection mold has a great influence on the selection of mold steel. If the reinforcement agent or other modification agent is added, such as glass fiber, the damage to the mold is great, so the material selection should be considered comprehensively. Strong acid plastic materials are PVC, POM, PBT; weak acid plastic materials are PC, PP, PMMA, PA. Generally, S136, 1.231, 6420 and other mold steels are selected for strong corrosive plastics, while S136, 1.2316420, SKD61, NAK80, pak90718, etc. can be selected for weak corrosive plastics. The appearance requirements of products also have a great influence on the selection of mold materials. For transparent parts and products with mirror surface polishing, the materials available are S136, 1.2316718, NAK80 and pak90420. The mold with high transparency requirements should choose S136, followed by 420. If only meet the product requirements without considering the price and cost, may not be a good designer, mold manufacturing cost is also the top priority
2.1njection molding equipments
(1). Injection molding machine:
it is the main molding equipment for making thermoplastic or thermosetting plastics into various shapes of plastic products by plastic molding mold Horizontal injection molding machine, vertical injection molding machine, two color injection molding machine, full electric injection molding machine However, no matter what kind of injection molding machine, its basic functions are two:
(a) Heat the plastic to melt.
(b) High pressure is applied to the molten plastic to eject and fill the cavity. The main parameters of injection molding machine are: clamping force, maximum injection volume, maximum and minimum mold thickness, moving stroke, pull rod spacing, ejection stroke and ejection pressure. For parts with different sizes, structures and materials, as well as molds of different sizes and types, different models and parameters of injection molding machines should be selected. Full electric injection molding machine has the advantages of high injection speed, precise control and high production efficiency. It is used for injection molding of some precision parts.
(2) Auxiliary equipment:
(a)The manipulator of injection molding machine is an automatic production equipment which can imitate some functions of human upper limbs, and can automatically control it to transport products or operate tools according to predetermined requirements. The manipulator can ensure the consistency of the operation cycle, improve the quality and make it safer. With the rapid development of plastic processing industry in China, the degree of automation of injection molding equipment is becoming higher and higher. Modern injection molding machines are often equipped with manipulators to improve production efficiency.
(b)Oil heater / water chiller: heating or cooling by liquid flowing through the mold, increasing mold temperature, improving surface quality, or rapidly reducing mold temperature to improve productivity.
(c)Dehumidification dryer: remove moisture from plastic materials by heating and blowing.

Injection mold workshop

Injection molding production line

Plastic parts painting line
3.Plastic materials
The plastic resins used in injection molding: Below are the most common thermoplastics used in injection molding: Acrylonitrile Butadiene Styrene, Acrylonitrile Butadiene Styrene (ABS), is an opaque thermoplastic and amorphous polymer. ... Polyethylene. ... Polycarbonate. ... Polyamide (Nylon) ... High Impact Polystyrene. ... Polypropylene
| Material | Density | Mold Shrinkage |
Feature | Application |
| Gram/cm3 | % | |||
| ABS(Acrylonitrite Butadiene Styrene) | 1.04~1.08 | 0.60 | Stable size, good comprehensive mechanical properties,easy electroplating, easy injection molding | plastic housing for electronic products |
| PC(Polycarbonate) | 1.18~1.20 | 0.50 | Good impact strength, stable size and good insulation.Poor corrosion resistance and wear resistance | plastic housing, protective cover, small transmission parts for electronic products, electrical products |
| PMMA(Polymethyl methacrylate) | 1.17~1.20 | 0.60 | It has good transmittance of 92% and good comprehensive mechanical strength.Notch impact strength is low, easy to stress cracking | Transparent lens and display dial icons of instrument |
| PP(Polypropylene) | 0.89~0.93 | 2.00 | It has high shrinkage, moisture resistance,high temperature resistance and is not easy to tear.Low Wear resistance, easy to aging, poor low temperature performance | Food containers,tableware, microwave oven boxes, medical containers |
| (chloride) | 1.38-1.41 | 1.50 | Tough, wear-resistant, good insulation,forming more difficult, poor high-temperature performance | Making pipes and profiles |
| Nylon | 1.12~1.15 | 0.7-1.0 | Hard, wear-resistant, water-resistant, fatigue resistant,good insulation. High shrinkage, directional | Machine parts, chemical parts, transmission parts |
| POM(Polyacetel) | 1.42 | 2.10 | Excellent mechanical properties, high strength and hardness,wear resistance and impact resistance. Poor thermal stability | Machine parts, chemical parts, transmission parts, friction parts and transmission parts working at room temperature |
| TPU(Thermoplastic Polyurethane) | 1.05~1.25 | 1.20 | Elastomer, wear-resistant,oil resistant, high and low temperature elasticity, non-toxic | Widely used in medical, food, electronic products and low temperature environment |
Injection molding process is a process that the melted raw materials are pressurized, injected, cooled and separated to produce a certain shape of semi-finished parts. The general injection molding process of plastic parts mainly includes 7 stages. : Parameter setting -> mold closing->filling ->(gas assisted, water assisted) pressure maintaining -> cooling -> mold opening -> demoulding.
Speed, pressure, position (stroke), time and temperature are the five key parameters of injection molding process. In injection molding production, it is mainly to debug these parameters to improve and obtain qualified size and appearance.
Seven typical injection molding technology
1. Double injection molding
2. Over-molding injection
3. Hot runner injection molding
3. IMD: in-mold decoration injection
4. Injection of large parts
5. Injection molding of highlight parts
6. Injection molding of automobile parts
7. Thin wall parts injection
Post processing
We can provide your plastic injection molded parts in various standard injection mouldable polymer and in volume of 0.1gram-10kgs you require. In addition, we can over-moulding threaded inserts,metal fret connectors or other plastic injection moulded parts to give your product a professional finish. Sub-assemblies can also be created as part of our plastic injection moulding services and packaged to your requirements. The same applies for various finishing processes, including:
* Chrome plating of plastic
* Painting
* Digital imaging
* Pad printing
* RF shielding
* Packaging and stillage’s
* Injection moulding quality control We also offer rapid tooling, prototyping and post molding services.
Moulding defects and troubleshooting
After molding, there are certain differences between the plastic parts and the predetermined quality standards (inspection standards), which can not meet the requirements of the next process. This is the defect of plastic parts, which is often called quality problems. We should study the causes of these defects and reduce them to the minimum. Generally speaking, these defects are caused by the following aspects: mold, raw materials, process parameters, equipment Environment and personnel.
1.The common defects :
(1). Color difference: if the color of injection molding parts is different from the single standard color sample by naked eyes, it will be judged as color difference under the standard light source.
(2). Insufficient filling (lack of glue): the injection molding parts are not full, and there are bubbles, voids, shrinkage holes, etc., which do not conform to the standard template, which is called glue shortage.
(3). Warping deformation: the shape of plastic parts will rotate and twist after demoulding or in a later period of time. If the straight side faces inward or outward, or the flat part has ups and downs, if the product foot is not equal, it is called deformation, which can be divided into local deformation and overall deformation.
(4). Weld line marks (lines): linear traces on the surface of plastic parts, formed by the fusion of plastics in the mold, but the melts are not fully fused together at their intersection, so they can't be fused into one. They are mostly a straight line, developing from deep to shallow. This phenomenon has a certain impact on the appearance and mechanical properties.
(5). Ripple: the surface of injection molded parts has spiral or cloud like waviness, or the inside of transparent product has wavy pattern, which is called ripple.
(6). Over edge (flash, Cape).
(7). Dimension discrepancy: shrinkage and warpage of injection molded parts in the molding process
2. Quality control and improvement: It includes technology and management
(1). Technical level: correct selection of materials, product structure design, selection of suitable mold materials, optimization of mold structure design to facilitate filling, exhaust and parts removal, reasonable setting of parting surface, flow channel and rubber inlet; use of advanced injection molding equipment or process.
(2). Management level: quality control of incoming materials, formulation of effective quality policies and standards, technical training, formulation of reasonable process specifications, data recording and analysis, and establishment of a sound quality system.
Mestech company produces hundreds of molds and millions of plastic products for local and worldwide customers per year. If you want to know more or enquire about the quotation about plastic injection molding, please contact us today.